苏州弗格特机器人有限公司
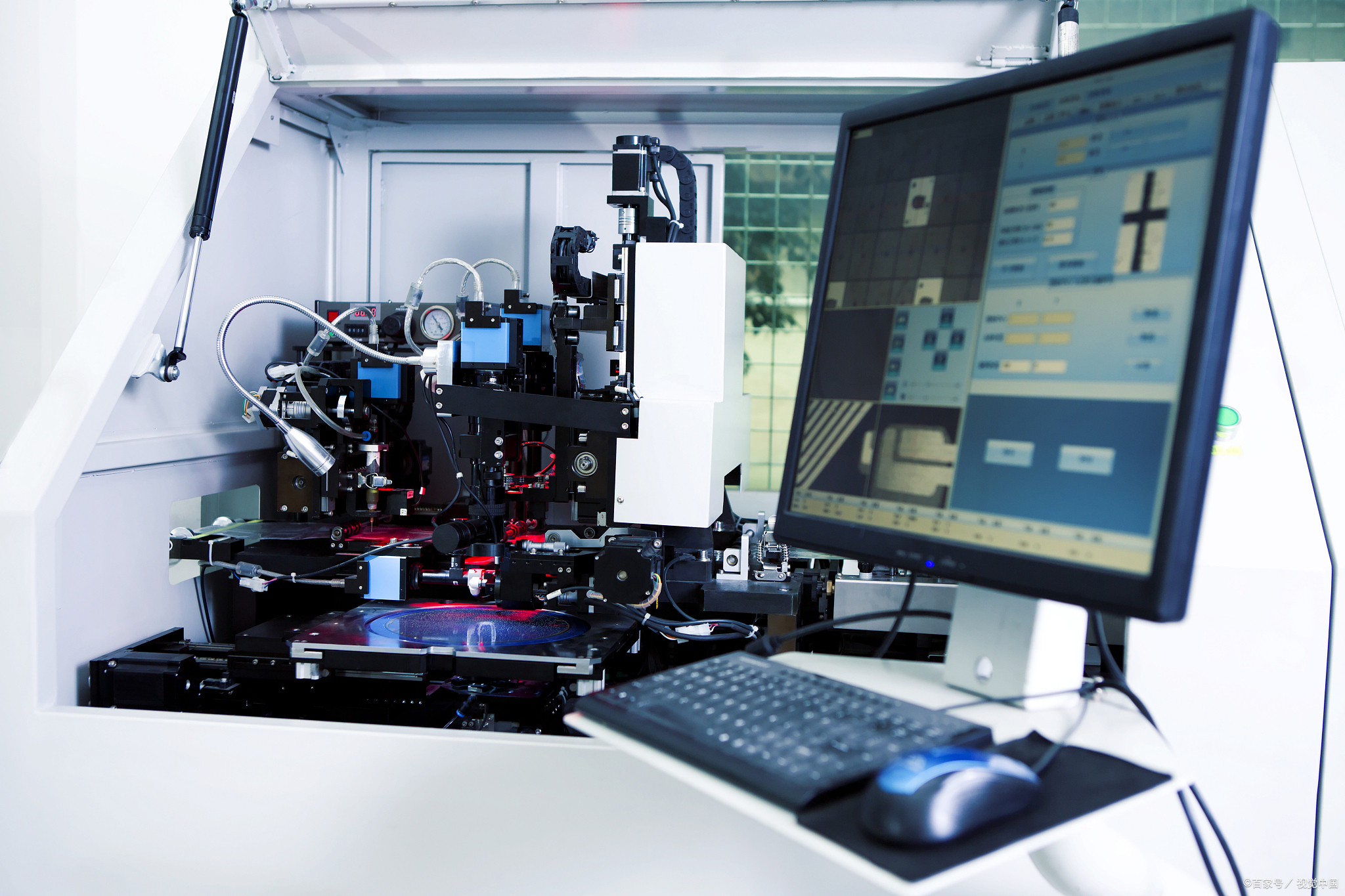
苏州弗格特机器人有限公司随着科技的不断发展,机器视觉检测设备在各个行业中的应用越来越广泛,尤其在产品检测领域。本文将介绍机器视觉检测设备在不同产品领域中的应用范围和优势,并探讨其对产品质量和生产效率的提升。
一、机器视觉检测设备的应用范围
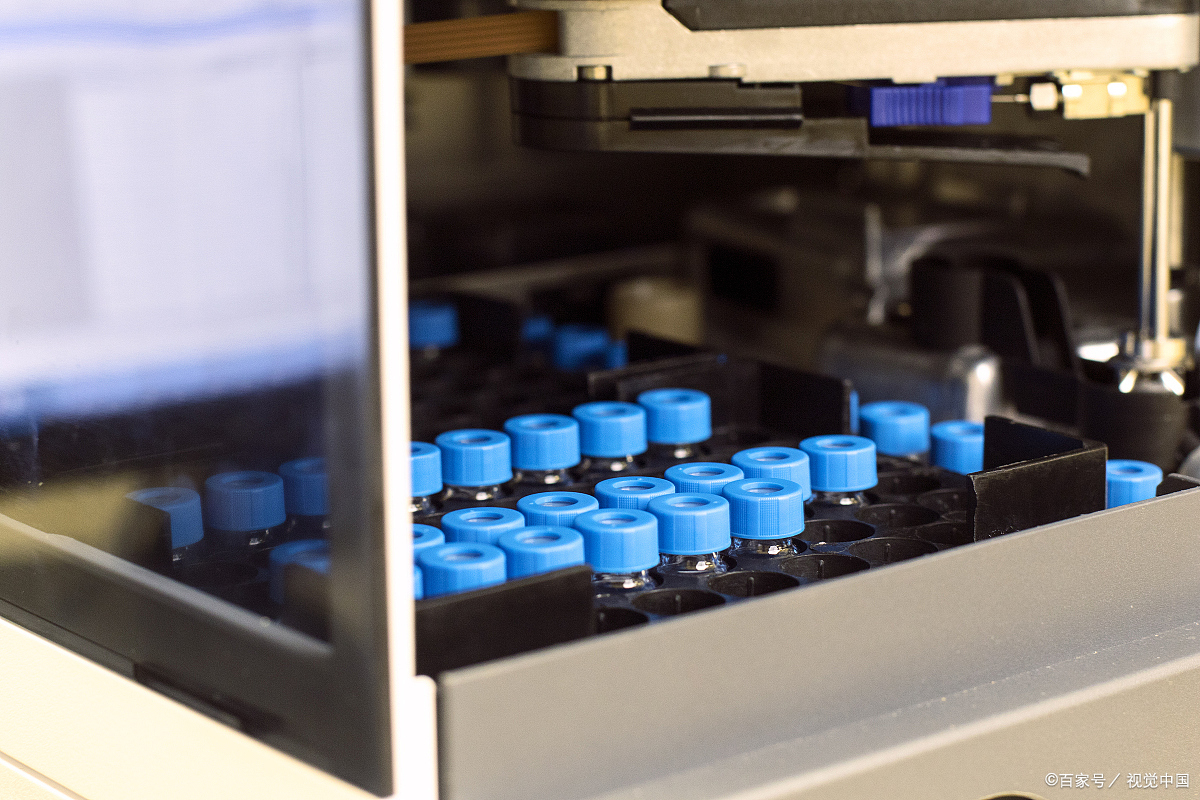
食品行业:在食品行业中,机器视觉检测设备能够快速准确地检测食品的外观质量、大小、形状、颜色以及是否有异物等,确保食品达到安全标准。
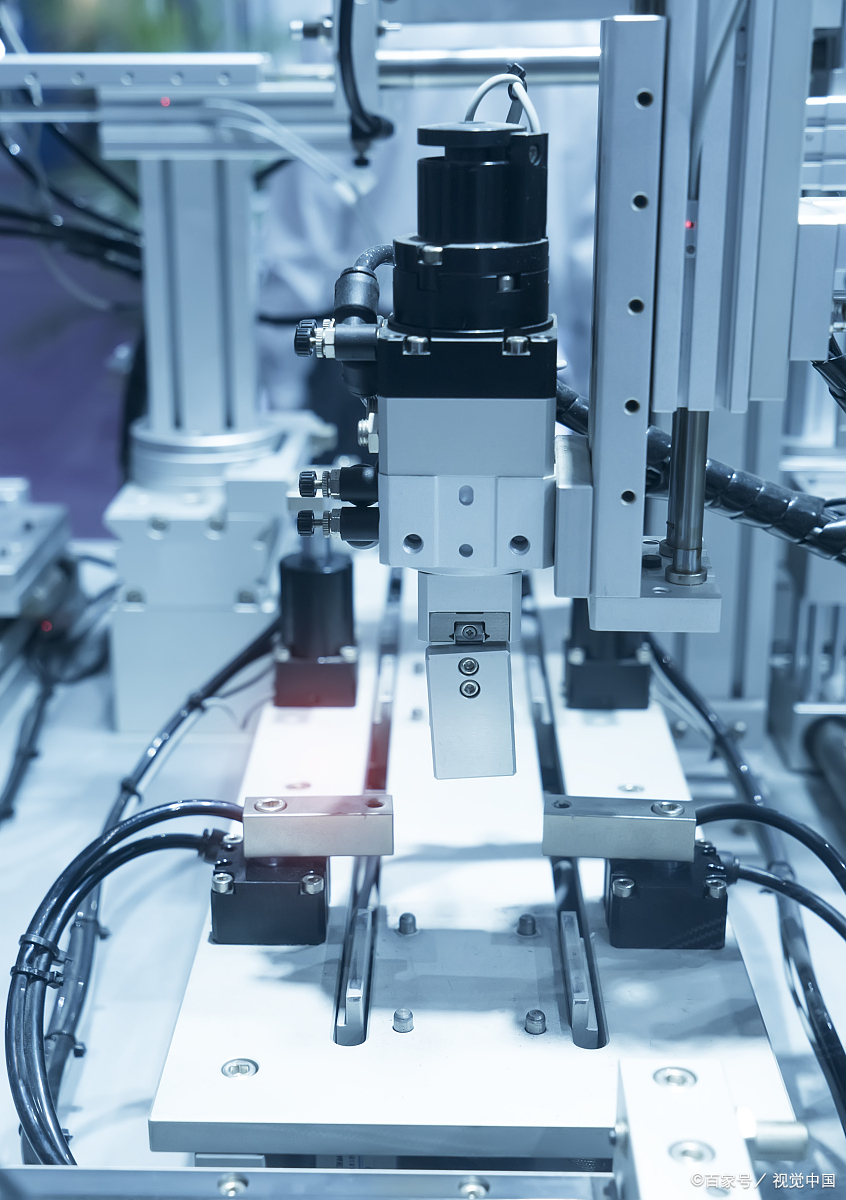
制造业:在制造业中,机器视觉检测设备可用于检测产品的尺寸、形状、缺陷等,确保产品符合规格要求,提高生产效率和产品质量。
医疗领域:机器视觉检测设备可以用于医学影像处理和分析,帮助医生对影像数据进行快速准确的诊断,提高诊断的精确度和速度。
汽车行业:在汽车行业中,机器视觉检测设备可用于检测零部件的尺寸、缺陷和装配情况,确保汽车的质量和安全性。
物流和包装行业:机器视觉检测设备可以自动识别和检测包装的标签、条码和图像等,提高物流和包装的效率和准确性。
二、机器视觉检测设备的优势
高准确性:机器视觉检测设备通过图像处理和分析技术能够实现高精度的检测,避免了人为误差和主观判断的偏差。
高效率:机器视觉检测设备能够快速处理大量的数据,实现实时检测和分析,提高生产效率和产品质量。
自动化:机器视觉检测设备可以自动完成检测任务,减少人工操作,降低了劳动力成本和人为错误的风险。
多功能性:机器视觉检测设备具有多种功能,可以用于不同类型的产品检测,灵活适应不同行业的需求。
可追溯性:机器视觉检测设备可以记录和保存检测结果和数据,实现产品质量的追溯,便于问题的分析和解决。
结论:
机器视觉检测设备在产品检测中具有广泛的应用范围和明显的优势。它不仅可以提高生产效率和产品质量,还可以减少劳动力成本和人为错误的风险。随着科技的进步和机器学习算法的不断优化,机器视觉检测设备在产品检测领域的应用将会越来越广泛,为各行各业的发展提供更多的可能性。