苏州弗格特机器人有限公司
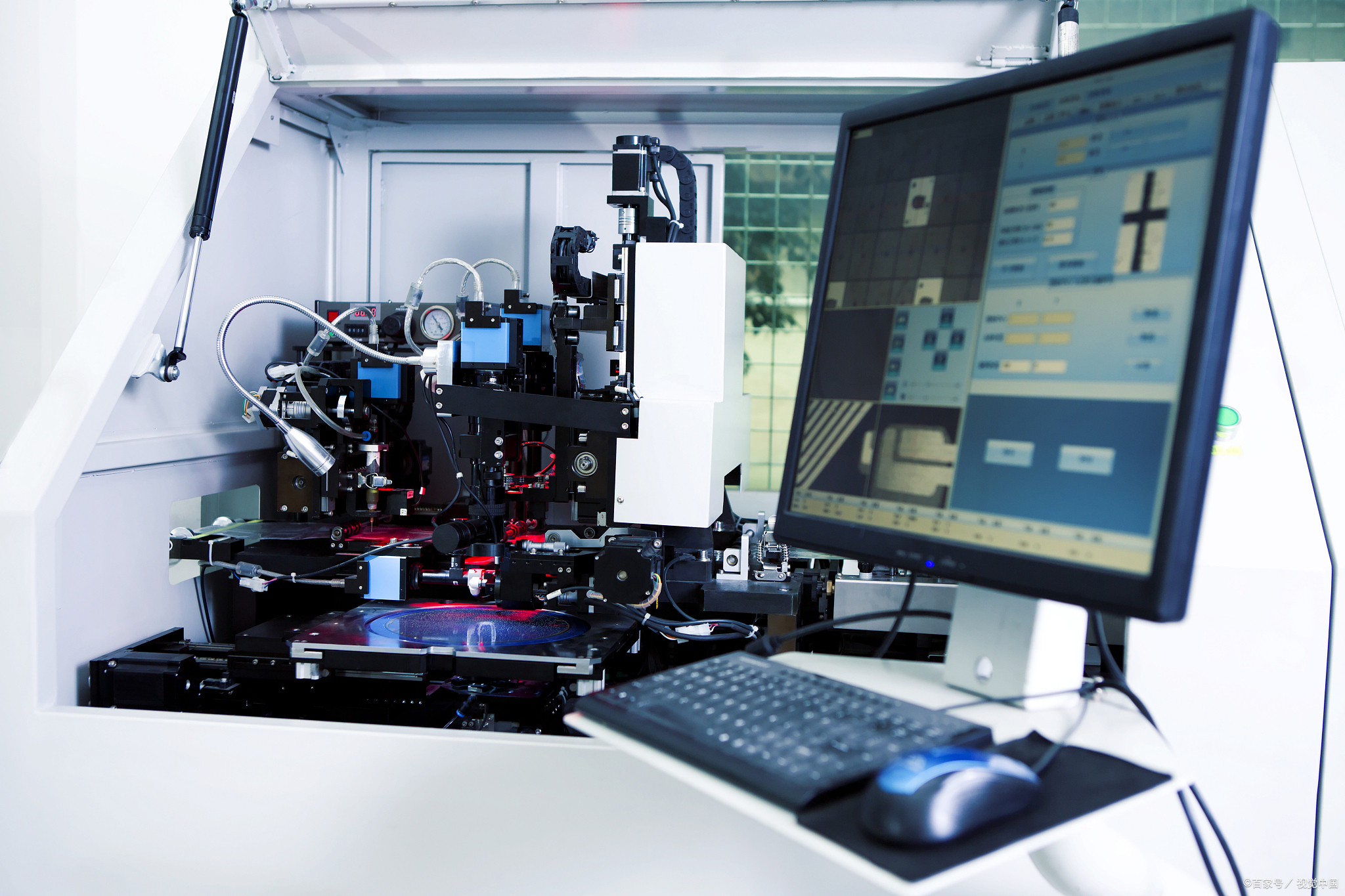
苏州弗格特机器人有限公司随着科技的不断进步,机器视觉检测技术在制造业中被广泛应用。机器视觉检测技术借助计算机视觉和图像处理技术,能够使机器能够模拟人眼进行视觉识别、分析和判断。本文将详细探讨为何制造业选择机器视觉检测技术,并分析其应用及优势。

一、提高产品质量
制造业选择机器视觉检测技术的一个主要原因是能够显著提高产品质量。传统人工检测容易受到人为因素的影响,可能出现漏检或误检的情况。而机器视觉检测技术可以通过高速、高精度的图像处理和分析,减少漏检和误检的概率,提高产品的稳定性和一致性。同时,机器视觉检测技术可以在生产过程中实时监控和检测产品,及时发现并纠正潜在的问题,从而降低次品率和产品召回率。
二、提高生产效率
机器视觉检测技术还可以大幅提高制造过程的生产效率。相比传统的人工检测,机器视觉检测技术能够实现高速、高精度的自动化检测,大大减少了人力资源的需求。同时,机器视觉检测技术的自动化特性使其能够在整个生产过程中实时检测,无需停机等待人工检查。这极大地提高了生产的连续性和效率,并且可以快速定位和解决潜在问题,减少了生产线因为质量问题而产生的延误和停滞。
三、降低成本
机器视觉检测技术在制造业中的应用,还能够帮助企业降低成本。传统的人工检测不仅需要大量的人力资源,还存在人为主观因素的影响。而机器视觉检测技术可靠且精确,可以准确判断产品是否达到质量标准,避免了废品的产生。此外,机器视觉检测技术能够及时监控和检测产品,及时发现并修复生产线上的问题,从而减少了因质量问题而导致的生产延误和损失。
四、保障安全与可靠性
机器视觉检测技术在制造业中的应用,还能够提高产品的安全性和可靠性。通过机器视觉检测技术,可以对产品进行全面、高速、精确的检测,及时发现并修复潜在问题。这有助于提升产品的质量,减少产品在使用过程中的故障和事故,从而保障用户的安全和企业的声誉。此外,机器视觉检测技术还可以进行追溯和记录,方便企业进行质量追踪和责任追究。
结论:
综上所述,机器视觉检测技术在制造业中的应用具有诸多优势。它能够提高产品质量,提高生产效率,降低成本,保障安全和可靠性。随着科技的不断进步,机器视觉检测技术将在制造业中发挥更加重要的作用。然而,机器视觉检测技术也面临一些挑战,如需要高精度的图像处理和分析技术,以及适应不同产品和环境的应用需求。因此,制造业在选择和应用机器视觉检测技术时需要充分考虑自身需求和技术能力,以确保其能够取得最佳效果。